
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


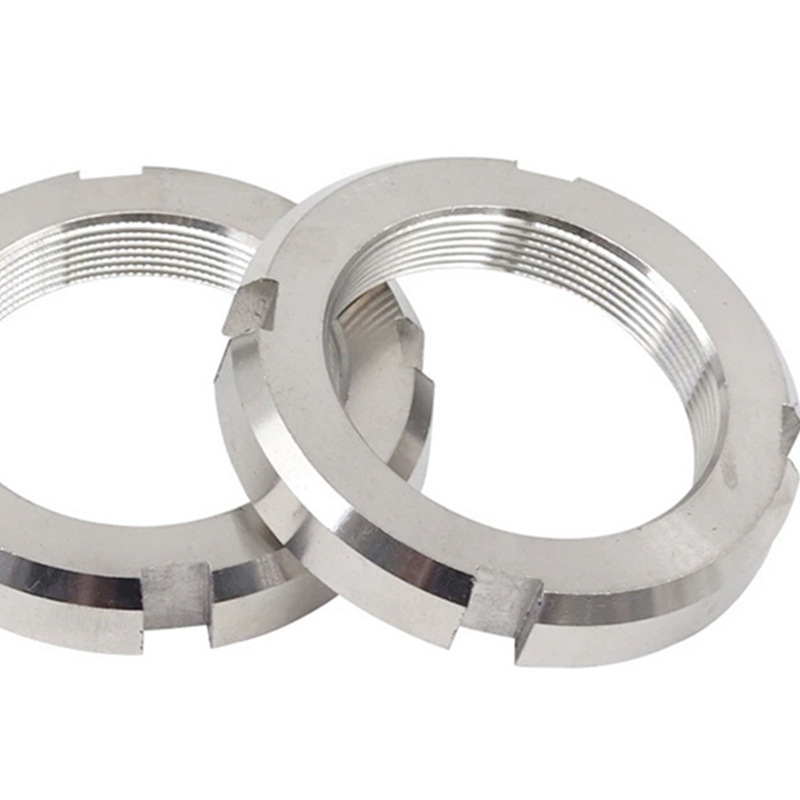
Tuerca circular ranurada
La tuerca circular ranurada China Xiaoguo® es capaz de soportar diversos entornos hostiles y puede manejar materiales de acero inoxidable con facilidad. Ésta es la excelente resistencia a la corrosión del producto. Los proveedores de tuercas circulares ranuradas le proporcionarán productos de alta calidad.
Enviar Consulta
Descripción del Producto
Procedimiento de manejo de problemas
Con respecto a los problemas comunes de las tuercas circulares ranuradas, este es un procedimiento de manejo sistemático que lo ayudará a identificar y resolver los problemas rápidamente.
(1) Identificar el problema
Inspección visual: Comprobar si las tuercas están flojas, si las roscas están oxidadas o han resbalado y si hay grietas o deformaciones en las ranuras.
Prueba de tacto: en condiciones seguras, intente girar manualmente la tuerca y observe si hay alguna resistencia evidente o espacio de rotación.
Comentarios del equipo: preste atención a si hay alguna vibración anormal, ruido inusual o funcionamiento inestable del equipo.
Herramienta profesional: realice inspecciones aleatorias utilizando una llave dinamométrica.
(2) Diagnóstico de fallas
La tuerca está floja.
El tornillo no se sale.
Desgaste del hilo
La tuerca se ha roto.
Daño en la ranura
(3) Realizar la reparación
Reparación directa: Para piezas sueltas y oxidación menor, la lubricación y el reapriete se pueden realizar directamente.
Reemplazar con piezas nuevas: Para tuercas con roscas muy desgastadas, ranuras dañadas o rotas, se deben reemplazar directamente.
Procedimiento de funcionamiento estándar: al operar, utilice siempre las herramientas correctas y siga el torque estándar.

Capacidad de producción de la empresa
Somos muy conscientes de que las técnicas y equipos de producción avanzados son la base para garantizar una alta calidad y una alta capacidad de producción. Por lo tanto, hemos introducido técnicas avanzadas de conformado de metales. A través de moldes, las varillas de metal se someten a deformación plástica para formar la forma básica de las tuercas, y se adopta un proceso de ranurado automatizado para lograr un procesamiento de ranurado eficiente y preciso. La línea de producción integrada permite que todo el proceso, desde las materias primas hasta los productos terminados, se produzca de forma independiente. Al mismo tiempo, estamos equipados con instrumentos de prueba y un sistema de control de calidad de proceso completo para monitorear y rastrear todo el proceso de producción de la tuerca circular ranurada.

| Lun | M3.5 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | M20 |
| P | 0.6 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| dk máximo | 7 | 8 | 9 | 11 | 14 | 18 | 21 | 24 | 26 | 29 | 32 |
| dk min | 6.64 | 7.64 | 8.64 | 10.57 | 13.57 | 17.57 | 20.48 | 23.48 | 25.48 | 28.48 | 31.38 |
| k máx. | 3 | 3.5 | 4.2 | 5 | 6.5 | 8 | 10 | 11 | 12 | 13 | 14 |
| k min | 2.75 | 3.2 | 3.9 | 4.7 | 6.14 | 7.64 | 9.64 | 10.57 | 11.57 | 12.57 | 13.57 |
| n min | 1.46 | 1.46 | 2.06 | 2.56 | 3.06 | 3.57 | 4.07 | 4.07 | 4.07 | 4.07 | 5.07 |
| n máx. | 1.71 | 1.71 | 2.31 | 2.81 | 3.31 | 3.87 | 4.37 | 4.37 | 4.37 | 4.37 | 5.37 |
| t min | 1 | 1.2 | 15 | 2 | 2.5 | 3.2 | 3.8 | 3.8 | 3.8 | 4.8 | 4.8 |
| t máx | 1.40 | 1.60 | 1.90 | 2.4 | 3 | 3.7 | 4.3 | 4.3 | 4.3 | 5.5 | 5.5 |
Preguntas frecuentes
(1) ¿Cuáles son las especificaciones estándar comunes para las tuercas circulares ranuradas?
Los estándares comunes incluyen: GB/T 812 (estándar nacional chino), DIN 981 (estándar alemán, a menudo utilizado para bloquear rodamientos), DIN 1804 y ANSI/ABMA 8.2 (estándar americano), etc.
(2) ¿Se puede reutilizar la tuerca?
Sí, siempre que no se dañe la estructura, como la rosca y la ranura de la tuerca, el cuerpo de la tuerca se puede reutilizar.
(3) ¿Cuál es el período de mantenimiento recomendado para las tuercas?
Se recomienda realizar una inspección del aspecto una vez al mes; y realice una inspección aleatoria de reapriete utilizando herramientas profesionales cada trimestre.
(4) ¿Cuáles son los datos más importantes a la hora de elegir la especificación de la tuerca?
El factor más crucial es la especificación de la rosca (diámetro nominal × paso), y es esencial verificar el paso (como M16×1,5) para garantizar que sea completamente consistente con la especificación de la rosca del eje.
Etiquetas calientes: Tuerca circular ranurada, China, fabricante, proveedor, fábrica
Categoría relacionada
Tuerca hexagonal
Tuerca cuadrada
Tuerca con brida hexagonal
Tuerca de bloqueo
Tuerca ciega
Tuerca ranurada hexagonal
Atornille la tuerca a mano
Tuerca redonda
Tuercas de bujes
tuerca en T
Tuerca de caña
Otros frutos secos
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.








