
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Hogar > Productos > Tuerca > Tuerca redonda > Tuerca remachable redonda con tratamiento de ennegrecimiento





Tuerca remachable redonda con tratamiento de ennegrecimiento
Xiaoguo® invierte en maquinaria moderna para lograr una calidad constante del producto. La instalación del tratamiento de ennegrecimiento con tuerca autorremachable redonda. El tratamiento de ennegrecimiento implica tirar de un mandril a través de su centro, lo que hace que la parte inferior se deforme radialmente hacia afuera, creando una superficie de apoyo grande y segura en el lado ciego del material.
Modelo:QIB/IND ZS
Enviar Consulta
Descripción del Producto
Para que el tratamiento de ennegrecimiento funcione mejor y dure más tiempo, se obtienen diferentes recubrimientos de superficie. Aquí está la verdad sobre los más comunes:
Las tuercas de acero a menudo reciben un revestimiento de zinc, puede obtener acabados cromados transparentes, amarillos o negros. Esa es una forma económica de protegerlos del óxido. Luego está Geomet™, que es un recubrimiento de escamas de zinc. Es realmente bueno para combatir la corrosión y los productos químicos, y cumple con muchos estándares automotrices.
Las tuercas de acero inoxidable suelen pasar por un proceso de pasivación. Eso sólo ayuda a aumentar la resistencia a la corrosión que ya tienen. En el caso de las tuercas de aluminio, es posible que se anodicen (que pueden ser transparentes o coloreadas) o que se les forme una película química (que es una capa de conversión de cromato).
Todos estos acabados hacen el mismo trabajo: protegen las nueces de la humedad, los productos químicos y el desgaste. Eso es clave si quieres que duren mucho tiempo.
Estándares y parámetros de la industria:
El tratamiento de ennegrecimiento de la tuerca autorremachable redonda sigue las normas de la industria, generalmente basadas en DIN 7337 o algo similar. Esto asegura que puedan reemplazarse entre sí sin importar quién los fabrique.
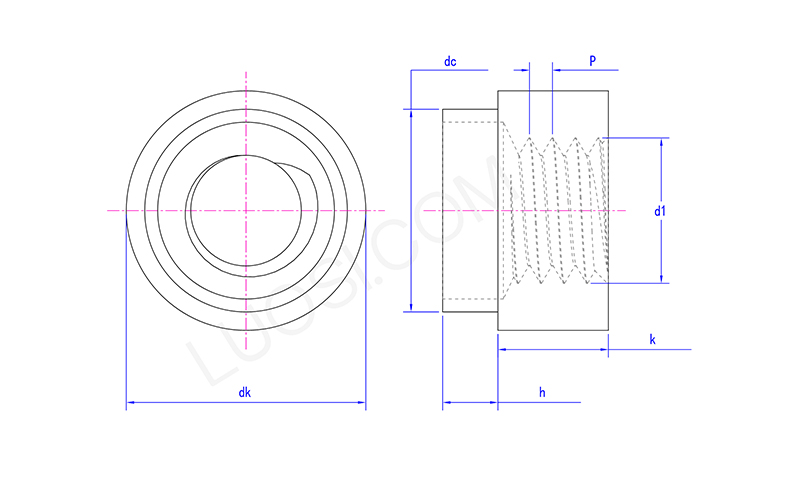
Los mides por diferentes cosas: el tamaño de la rosca (como M4, M5, etc.), el ancho del cuerpo, el ancho de la brida y el grosor que puede tener el material cuando los usas. Los tamaños de rosca estándar suelen ir de M3 a M12.
La gran diferencia es que después de instalar estas tuercas, la brida (la parte que se extiende) es mucho más ancha que antes. Eso es lo que los hace tan buenos para no arrastrar materiales.
Cuando eliges una nuez, debes saber las medidas exactas. Debe hacer coincidir la tuerca con el tamaño del orificio y el grosor del material. Si no lo hace, no funcionará bien.
| Lun | M3-1.5 | M3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk máximo | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| CC máx. | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k máx. | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h máx. | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| h min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
¿Qué herramientas se necesitan para la instalación?
Para instalar una tuerca autorremachable redonda con tratamiento de ennegrecimiento, necesita una herramienta de ajuste especial llamada mandril. Esta herramienta se enrosca en las roscas internas de la tuerca. Cuando tira o aplica fuerza a la herramienta, la tuerca se expande hacia afuera, deformándola para que se sujete firmemente a la pared del tubo.
Existen herramientas de ajuste manual, pero en la mayoría de los casos, especialmente en configuraciones de fábrica, son mejores las herramientas neumáticas o hidráulicas. Proporcionan una fuerza constante, lo que garantiza que la tuerca se instale correctamente en todo momento. Esa coherencia es clave para un rendimiento confiable, especialmente cuando se realizan muchas instalaciones.
Etiquetas calientes: Tratamiento de ennegrecimiento Tuerca autorroscante redonda, China, fabricante, proveedor, fábrica
Categoría relacionada
Tuerca hexagonal
Tuerca cuadrada
Tuerca con brida hexagonal
Tuerca de bloqueo
Tuerca ciega
Tuerca ranurada hexagonal
Atornille la tuerca a mano
Tuerca redonda
Tuercas de bujes
tuerca en T
Tuerca de caña
Otros frutos secos
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.








