
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Hogar > Productos > Cuerda de alambre de acero > Cuña de agarre > Cuñas de posttensión forjadas en frío

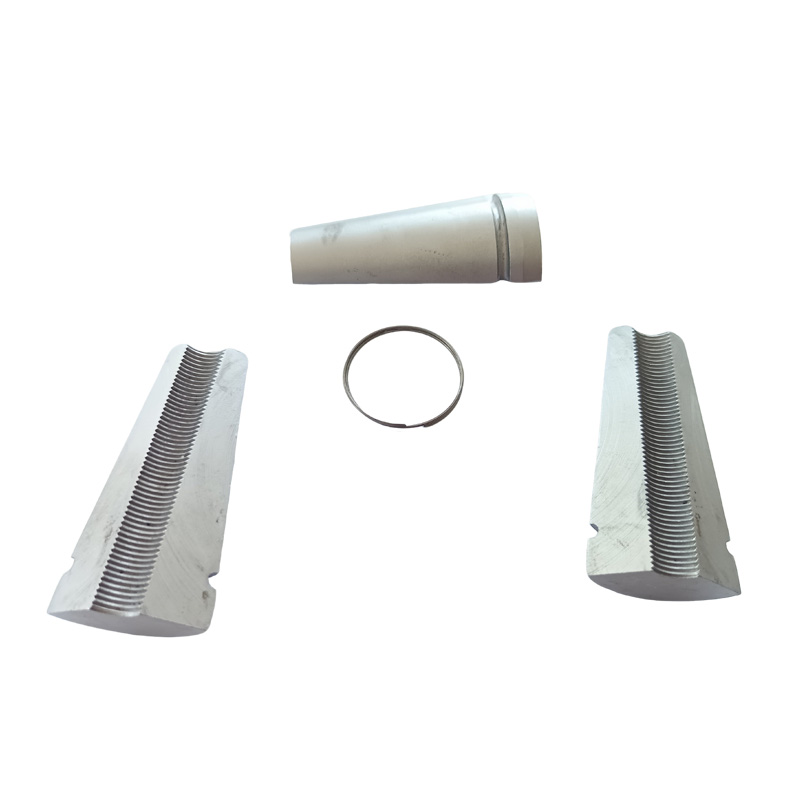
Cuñas de posttensión forjadas en frío
Xiaoguo® permite la personalización del patrón de dientes de la superficie de las cuñas de posttensión forjadas en frío. Se procesa con precisión de acuerdo con sus requisitos para formar patrones de dientes uniformes, que pueden morder firmemente cables de acero de 12,7 a 17,8 mm. Incluso cuando la fuerza de tensión alcance hasta 2000 MPa, no se deslizará. ¿Quieres un producto así?
Enviar Consulta
Descripción del Producto
Material
La selección de materiales para las cuñas de posttensión forjadas en frío afecta directamente su rendimiento final, especialmente el equilibrio entre la resistencia al desgaste de la superficie y la tenacidad del núcleo.
Sistemas materiales comunes:
(1)20CrMnTi (preferido)
Como acero de aleación con bajo contenido de carbono, es el material preferido para fabricar cuñas pretensadas de alta resistencia. Su principal ventaja radica en la capacidad de lograr una dureza y resistencia al desgaste extremadamente altas en la superficie mediante procesos de carburación o cocarburación con carbono y nitrógeno, manteniendo al mismo tiempo una buena tenacidad dentro de las cuñas de posttensión forjadas en frío.
(2) acero 40Cr / 45#
Estos dos materiales logran un equilibrio entre rendimiento y costo y son adecuados para escenarios con requisitos de resistencia moderados.
(3) Otros materiales
En el sistema estándar americano también se utilizan materiales como AISI C12L14, C11L17, 40Cr y C45.

Requisitos de artesanía
El forjado en frío es un proceso de fabricación fundamental para las cuñas de posttensión forjadas en frío, que no solo puede garantizar una alta precisión sino también mejorar significativamente la eficiencia de producción y la utilización del material.
【1】Proceso de fabricación central
(1) Estampado en frío/extrusión en frío: el proceso principal implica el uso de una máquina de estampación en frío o una prensa para extruir y dar forma a la palanquilla de metal a temperatura ambiente.
(2) Proceso de conformado: el proceso de fabricación generalmente implica pasos como "cortar el material → darle forma al punzón plano → conformar el cabezal en frío de múltiples posiciones", y puede producir la forma básica de las cuñas de posttensión forjadas en frío en una o varias etapas.
(3) Ventaja del proceso: el proceso de forjado en frío tiene una tasa de utilización de material extremadamente alta, que generalmente alcanza más del 85 %, y las técnicas avanzadas pueden alcanzar incluso hasta el 99 %.
【2】Precisión del procesamiento de claves:
(1) Rugosidad de la superficie: La rugosidad de la superficie de las superficies de contacto clave, como los orificios cónicos de la placa de anclaje, es extremadamente alta. Normalmente, el valor Ra para los orificios cónicos es 0,8, mientras que para las otras piezas es 3,2, para garantizar el rendimiento de autobloqueo.
(2) Tolerancia de dimensiones: la desviación del diámetro de la placa de anclaje debe estar dentro de ±0,5 mm y el error del ángulo del cono debe estar dentro de ±0,3°.

Preguntas frecuentes
(1) ¿El material de las cuñas de posttensión forjadas en frío cumple con los requisitos de tenacidad a bajas temperaturas (como -40 °C)?
R: Sí. Nuestro material ha pasado la prueba de impacto a baja temperatura de -40°C, con energía de impacto ≥ 27J (de acuerdo con el estándar GB/T 229).
(2) ¿Cuáles son las ventajas de la forja en frío sobre la forja en caliente o el mecanizado tradicional?
R: La forja en frío (participación en frío/extrusión en frío) se forma a temperatura ambiente y tiene tres ventajas principales:
①Alta tasa de utilización de material
②Alta precisión dimensional
③Buena calidad de la superficie
(3) ¿Qué tipo de tratamiento superficial se adopta?
El tratamiento superficial estándar es fosfatado + recubrimiento de aceite (antioxidante básico).
Para entornos de alta corrosión, se pueden elegir opciones como Dacromet o revestimiento de aleación de zinc-níquel.
Etiquetas calientes: Cuñas de posttensión forjadas en frío, China, fabricante, proveedor, fábrica
Categoría relacionada
Alambre de acero billet galvanizado en caliente
Alambre de acero galvanizado para cables ópticos
Hilos de acero
Cuerda de alambre redonda
Cuerda de alambre de acero para aviones
Cuerda de alambre de acero inoxidable
Cuña de agarre
Pinza de anclaje
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.








